
![[pics:title]](http://www.lygwjg.com/static/upload/image/20250819/1755589661822694.png)
![[pics:title]](/static/upload/image/20250819/1755589661822694.png)
机前装置
热轧机操作侧工作辊轴承座的核心功能和工作条件要求
核心功能
轧辊定位和支持:承受热轧机工作辊的径向负荷(单侧1500-4000kN)和轴向力(≤ 10% 径向力)。
快速换辊接口:集成液压锁紧机构(压力20-25MPa),换辊时间≤ 15分钟。
热变形补偿:在300-600℃的轧制温度下,保留0.1-0.15mm/100℃的轴向热膨胀间隙。
品牌:广纬精工
产品原产地: 河南,洛阳
交货时间: 合同条款
供应能力: 年产能为500件
- 信息
热轧机操作侧的工作辊轴承座
兼容型号
4-high 热轧机:带钢宽度 800-2200mm,轧制速度 ≤ 12m/s。
可逆粗轧机:轧制力波动±25%,冲击负载频率≥5次/分钟。

热轧机工作辊轴承座材料和热处理规范
工作辊轴承座主要材料
铸钢牌号:ZG35CrNiMo(优化成分)
元素 | C 0.32-0.38 | Cr 0.8-1.2 | Ni 1.0-1.5 | Mo 0.2-0.4|
性能特点:
高温屈服强度(在500℃时σ₀.₂ ≥ 550MPa);
低温冲击功(-20℃ AKV ≥ 50J)。
关键组件材料
部件材料热处理表面处理
ZG35CrNiMo 淬火和回火轴承座体+应力消除喷丸强化 (Sa2.5)
耐磨衬板 42CrMo4 感应淬火硬铬镀层(30-50 μ m)
密封组件 316L 不锈钢 固溶处理 电解抛光
热处理工艺
淬火:850 ± 10 ℃ × 4小时(油冷,冷却速度≥ 80 ℃/秒);
回火:580 ± 10 ℃ × 6h(空气冷却,硬度控制 HB 280-320);
低温处理:- 80℃,2小时(以提高尺寸稳定性)。
热轧机操作侧工作辊轴承座的机械加工和装配精度
关键尺寸公差
项目容差测试方法
轴承孔直径 (Φ) H6 级 (± 0.015mm) 气动计量器+三坐标系统
安装表面平面度≤0.02mm/m电子水平仪
液压油路十字孔倒角R0.5 ± 0.1mm工业内窥镜
热轧机工作辊轴承座的装配要求
轴承预紧力:圆锥滚子轴承的轴向预紧力为0.05-0.08mm(用百分表测量);
密封间隙:径向0.3-0.5mm(迷宫密封),轴向1.0-1.2mm。

我们公司在轴承座生产方面的上述优势使我们在国内轴承座产品的生产中处于领先地位。行业内的生产订单处于领先地位。公司将在未来生产和加工中学习同行业先进的管理理念,以便更好地服务客户,并与客户共同成长。
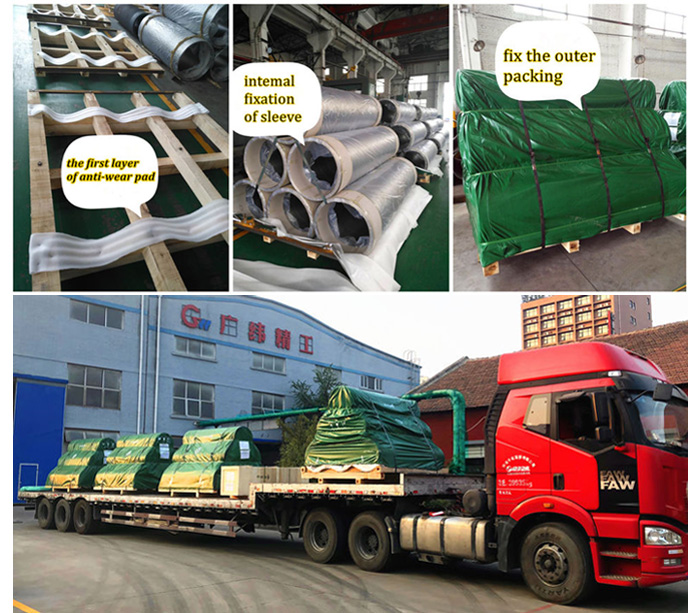
包装
以正确的开始开启你的一天,联系 洛阳广纬精工科技有限公司,任何热轧机操作侧工作辊轴承座主轴修复需求。
我们拥有技术、设备和知识,确保您100%满意。
我们的技术员非常有经验,是行业中最好的之一。
来了解我们如何帮助您减少停机时间并保持正常运行。
时间就是金钱,现在就打电话吧!
guangwei@gwspool.com