
![[pics:title]](http://www.lygwjg.com/static/upload/image/20250702/1751448838703131.jpg)
![[pics:title]](/static/upload/image/20250702/1751448838703131.jpg)
铝箔轧机35CrNiMo钢套筒(定制)
35CrNiMo 钢套筒是铝箔轧机高性能部件的技术基准,其综合性能是不可替代的,特别是在超薄和高速轧制场景中。然而,其价值需要通过精细热处理和表面工程来最大化。
品牌: 广纬精工
产品原产地: 中国,洛阳
交货时间: 合同条款
供应能力: 钢卷的年产能为4000件
- 信息
铝箔轧机35CrNiMo钢套筒(定制)
| 套筒材料 | 规格 |
| 35铬钼钒 | 665*605*1600 |
35CrNiMo的化学成分(质量百分比)
执行标准:GB/T 3077-2015(中国),ASTM A434(美国标准)
元素含量范围 (%) 功能
碳 (C) 0.32-0.40 确保强度和硬度,形成碳化物强化相
铬 (Cr) 0.60-0.90 提高了淬透性、耐腐蚀性和高温强度
镍 (Ni) 1.40-1.80 显著提高低温韧性并稳定奥氏体结构
钼 (Mo) 0.15-0.25 抑制了回火脆性并提高了蠕变抗力
锰 (Mn) 0.50-0.80 有助于提高淬透性并改善热处理性能
硅 (Si) 0.17-0.37 脱氧以提高强度
磷 (P) ≤ 0.025 杂质(严格控制)
硫 (S) ≤ 0.025 杂质 (影响热脆性)
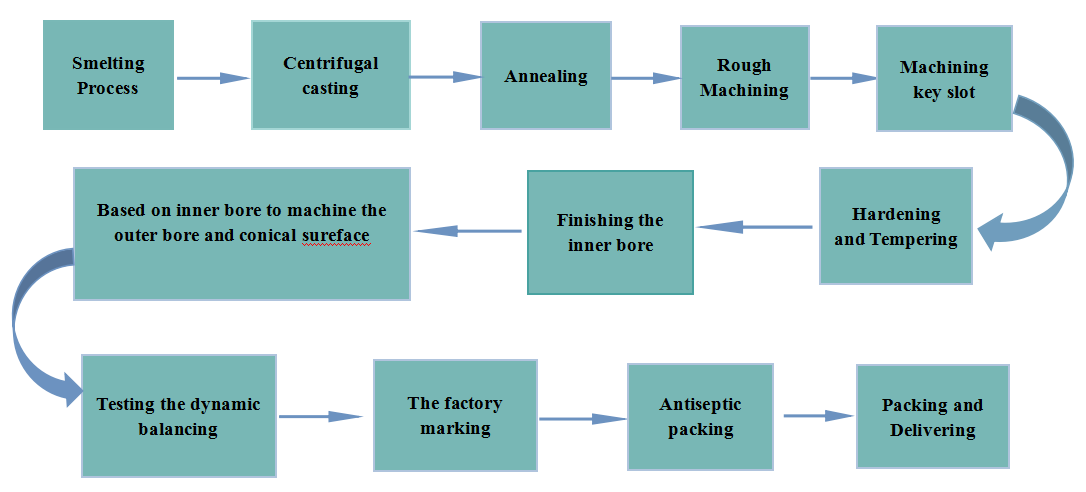
铝箔轧机用35CrNiMo钢套筒(定制)的热处理工艺
锻造:最终锻造温度≥850℃,锻造后缓慢冷却(坑冷或炉冷)
正火:880 ± 10 ℃ × 2h,空冷
淬火:850 ± 10 ℃ 油淬(冷却速度 80-100 ℃/s)
低温处理:- 80℃ × 2小时(可选,提高尺寸稳定性)
回火:550 ± 10 ℃ × 4小时,水冷或油冷(避免回火脆性)

铝箔轧机用定制35CrNiMo钢套筒的机械加工要求
尺寸公差:
内/外径:IT6级(≤ 0.02mm)
圆柱度:≤ 0.005毫米
表面粗糙度:Ra ≤ 0.8 μm(配合面要求Ra ≤ 0.4 μm)
残余应力控制:加工后需要进行应力消除退火(300℃×4小时)。

检验与测试
严格的检验和测试程序是我们的质量保证。每一个35CrNiMo钢套筒都有一套完整的化学成分分析报告、热处理报告、材料机械分析报告、尺寸公差、形状和位置公差检验报告,所有这些都有可追溯性。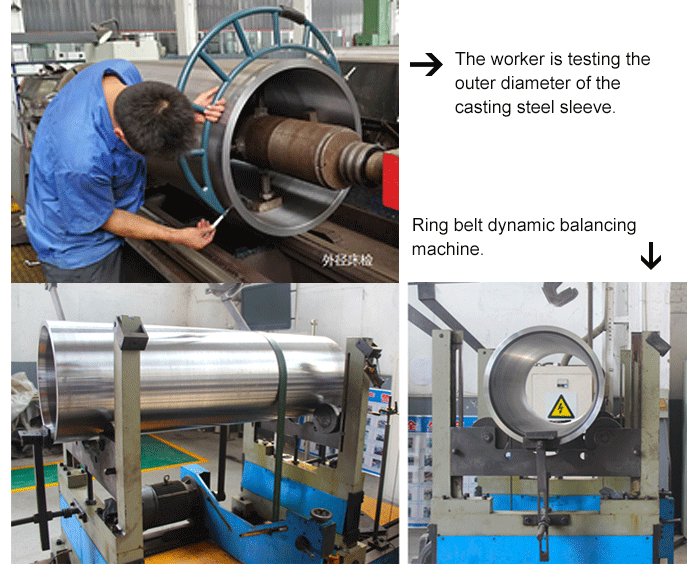
包装
我们拥有优秀的包装团队和成熟的包装技术。
包装必须确保35CrNiMo钢套产品的安全,以防止在储存、运输和销售过程中丢失或损坏。
包装确保产品清洁。在包装前确认钢套产品表面的清洁。
我们的钢套筒产品被用户广泛认可和信任,并且能够满足不断变化的经济和社会需求。
![]()
从洛阳广纬精工科技有限公司开始你的一天,解决你可能拥有的任何铸钢套筒修复需求。
我们拥有技术、设备和知识,确保您100%满意。
我们的技术员非常有经验,是行业中最好的之一。
来了解我们如何帮助您减少停机时间并保持正常运行。
时间就是金钱,现在就打电话吧!
guangwei@gwspool.com 或 +86-379-64593276

